储氢瓶:推开万亿氢能赛道的第二重门

(图片来源:摄图网)
作者|滕宇 来源|阿尔法工场研究院(ID:alpworks)
受燃料电池车带动,车载高压储氢瓶在未来十年将迎来快速发展期。
门,是一种保护,一层遮掩,一个界限。
推门这个动作带来的意义则更为深远,代表着进入了一种状态,进入了另外一个领域。这个动作融入到我们日常生活中的点点滴滴。
上班族每日需要推开家门,推开公司大门。学生每日需要进入校门,推开教室门。
人的一生当中,同样需要推开许多重要节点的门,如学业、事业、家庭等等。
掌握了技巧方能顺利开启,探究其中之奥妙,掌握人生真谛。相反,不得其法的后果常常是碌碌无为、鸡飞狗跳,心神俱疲。
成功的秘诀在于认知能力的提升,而知识的积累是前提。
如此,方能推开多重门窥探事物的本质,积累知识、提升认知已然成为了一种客观逻辑。
继日前创作的——后,现推出续集——《推开万亿氢能赛道的第二重门之储运篇》。
一
关键核心储氢瓶
首先,还是得回到产业链条中。,我们主要对制氢技术的发展现状,以及未来的技术路径进行了分析,本篇继续沿着产业链对储氢、加氢进行研究。
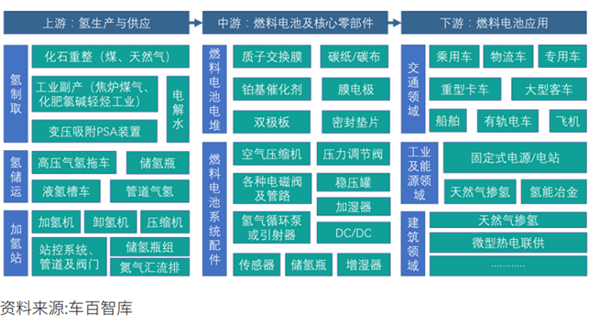
储氢这条细分产业链当中,有一个环节最为关键。它是运输过程中的载具容器,也是加氢站的储存设备,氢能源车没有它,也谈不上有燃料储备。
这个环节便是储氢瓶。可以说,储氢瓶上连氢气制造,中承氢气存储,下接氢气应用。
然而,相较于石油、天然气等传统化石燃料,氢气在储运环节具有天然的劣势,发展进度缓慢。
学习过中学化学的读者都清楚,氢是周期表中排名第一的元素,氢气的质量小,密度低,它的性质非常活跃,既容易泄漏,也容易爆炸。
容器的构造和强度往往取决于所承装物质的物理属性和化学属性。
对于这样一种气体,储运显然非常麻烦,即使没有危险发生,也会造成相当程度的成本不经济。
我们可以通过一个例子简单理解——运输一车氢气,瓶子重量在95%以上,需求的氢气只有5%,而且不能长距离运输。所以这是一笔不划算的生意。
解决问题的关键,正在于储氢瓶这个设备。而它的技术路径,则需要面对气态储运、液态储运以及固态储运三种方式。
通过技术领域的摸索,对这三种方式进行简单比较,可以大致得到一些确定性的结论。
气态储运的成本较低、充放氢速度较快,但储氢密度与运输半径较为有限,所以适用于短途运输。
氢气气态的经济运输半径局限在200公里以内,50公里以内每公斤氢运输成本为2块钱,0-100公里运输成本为4块钱/kg,运输压缩氢气的鱼雷车每车仅可运300kg。
相比之下,中长距离大规模运输,主要考虑管道和液氢运输方式。液态储运的储氢密度较大,但设备投资与能耗成本较高;固态储运则在潜艇等特殊领域有所应用,整体仍处于小规模试验阶段。
就目前而言,氢气主流的运输方式,仍然是高压气态存储。显而易见,氢气的储运,必须要在储运瓶装更多的氢气。这其实指明了氢气运输的路径——如何增加氢气单位体积密度。
要运输尽可能多的氢气,需要采取更大的压强将氢气装入氢气瓶,车载高压储氢瓶的压力一般为35~70兆帕,我国现阶段主要采用35兆帕,70MPa也已经逐步进入商用。
可能部分投资者对这个量级有些陌生,其实不难理解。
35MPa就是相当于350公斤体重级别的选手采用金鸡独立的姿势只用大脚趾做支撑,踩在1平方厘米大的地方产生的力量。或者可以想象成你用你的一根手指头就能将当年压死秦武王的鼎给抬起来。
我们显然清楚,这对材料的耐压强度提出了何等苛刻的要求。
此外,在耐压的同时,由于运输过程中瓶子重量不能占据太大的比例,所以无法把瓶体做得既厚且重,而是需要更换轻质材料。
因此,氢能瓶的技术方向,其实非常清晰:耐压和减重。它需要企业从储氢密度、轻量化等角度考虑,提升技术及相应材料。
目前从技术角度看,高压气态储氢容器主要分为纯钢制金属瓶(I型)、钢制内胆纤维缠绕瓶(II型)、铝内胆纤维缠绕瓶(III型)及塑料内胆纤维缠绕瓶(IV型)四级别产品。

数据来源:DOE
在这四个级别的产品之中,I型、II型产品技术最早被应用,但限于材料限制,储氢密度低,质量重、且安全性较差,无法在35MPa条件下工作,因此已经逐步淡出市场。
相较而言,当下的主流在于III型、IV型产品,由于这两类产品的内胆和保护层,在材料和工艺上更为先进,使得气瓶质量轻,储氢密度高,安全性好。
因此,从应用场景来看,I型和II型主要用在加氢站等固定储氢上面,III型和IV型主要用在氢燃料电池汽车上。
而对III型、IV型产品进行对比,同样存在着技术上的差异——IV型在制作过程中内胆采用树脂,成本大幅优于采用铝材料的III型,在未来70MPa标准趋势下,IV型产品的降本效应更为明显,其寿命也要长于III型。
不过,IV型产品虽优,却也存在着技术上的难题——由于采用树脂内胆,使得安全性大幅降低,耐热性、氢气渗透、容易破裂,密封等等问题对制造工艺,复合材料的开发提出了重重挑战。
当下,中国车载储氢瓶主要为III型(铝内胆纤维缠绕),IV型(塑料内胆纤维缠绕)仍处于研发阶段。而日、美等国家开发的车载储氢瓶产品多为IV型,部分国家甚至已经开始研发V型储氢瓶,即无内胆纤维缠绕,在此领域,国内仍属空白。
比较而言,可以得出一个结论,这是一个先到先得的市场竞争形态——谁先掌握了IV型的核心技术,在未来千亿的市场空间就会先人一步,率先抢占市场份额和超额收益,也能实现推动氢能发展的双赢。
二
碳纤维——储氢瓶的核心材料
储氢瓶产业链可以简单划分为上游原材料和零部件,中游生产制造和下游终端应用三个环节。
其中,上游原材料包括铝材、钢材、碳纤维和树脂等,零部件包括各种金属阀门和各类传感器;中游生产制造设备和制造工艺等;下游则是在燃料汽车、氢气运输罐、加氢站等场景上的应用。
从车载储氢瓶材料成本来看,储氢瓶的成本主要集中在外部缠绕用的碳纤维复合材料。对于储氢质量均为5.6kg的35MPa、70MPa高压储氢IV型瓶成本构成来看,碳纤维复合材料成本分别占系统总成本的75%和78%。
根据DOE对车载高压储氢瓶项目的早期成本评估可以发现,无论是35MPa,亦或是70MPa,总体而言,III型高压储氢气瓶成本都要略高于IV型,其主要原因在于,III型瓶储罐采用大量金属铝材料。
与之相比,IV型瓶采用的高分子聚合物价格较低,聚合物用量也较少。Ⅲ型瓶向Ⅳ型瓶转变,是未来的发展趋势。

数据来源:DOE
目前,高压储氢瓶用碳纤维主要采用T700级及以上规格。从企业碳纤维生产企业角度来看,目前碳纤维生产企业中,日本和美国依旧占据主导地位。
在储氢容器基础材料方面,罐体材料实现了国产化,但是高性能碳纤维材料被日本及美国垄断;东丽的碳纤维是全球车载储氢瓶企业的主要供应商,中国的车载高压储氢瓶碳纤维基本都来自东丽。
在储氢容器生产工艺方面,碳纤维缠绕设备与高压罐体加工设备仍需进口,整体国产化率约50%左右。
我国碳纤维经历近十年快速发展,重点龙头企业和单位突破了干喷湿纺技术,实现了T700、T800以及更高级别碳纤维核心技术和关键装备的自主化,并逐步拓宽了应用领域。
目前我国碳纤维企业主要以中复神鹰(688295.SH)、恒神股份、光威复材(300699.SZ)等企业为主。
目前,由于国内70MPa碳纤维缠绕IV型瓶的制备技术不成熟、规模化生产难度大,因此目前成本相对较高,抑制了IV型储氢瓶的需求。
据美国汽车研究理事会研究发现,当生产规模越大,储氢瓶成本也就越低。如当气瓶生产规模由1万套提高到50万套时,氢气瓶成本会下降20%。未来随着氢能源汽车的快速发展,储氢瓶成本有望下降。
此外,瓶口阀、减压阀等也主要依赖进口,未来这些关键材料和零部件将逐步实现国产化。
据《中国氢能产业发展报告2020》规划,2022年、2025年和2030年氢燃料电池车保有量分别为1万、10万和100万辆,氢燃料电池车将在客车、重卡、物流车等车型领域快速放量。
业内人士指出,2022、2025和2030年高压储氢瓶累计市场空间分别可达20亿、119亿和1118.4亿元,2026~2030年单年市场空间有望超过200亿。
车载高压储氢瓶是目前众多储氢设备中,技术相对成熟,已经具备商业化程度的一种储氢设备。受燃料电池车带动,车载高压储氢瓶在未来十年将迎来快速发展期。
编者按:本文转载自微信公众号:阿尔法工场研究院(ID:alpworks),作者:滕宇

本文作者信息
阿尔法工场研究院(自媒体大咖)
邀请演讲广告、内容合作请点这里:寻求合作
咨询·服务